


聯(lián)系我們
 18972265000
18972265000
首頁(yè) > 信息動(dòng)態(tài)
> 公司動(dòng)態(tài)
如何判斷隨州鍍鋅風(fēng)管的鍍鋅層是否完好
來(lái)源:www.xcqkdlm.cn 發(fā)布時(shí)間:2025年09月23日
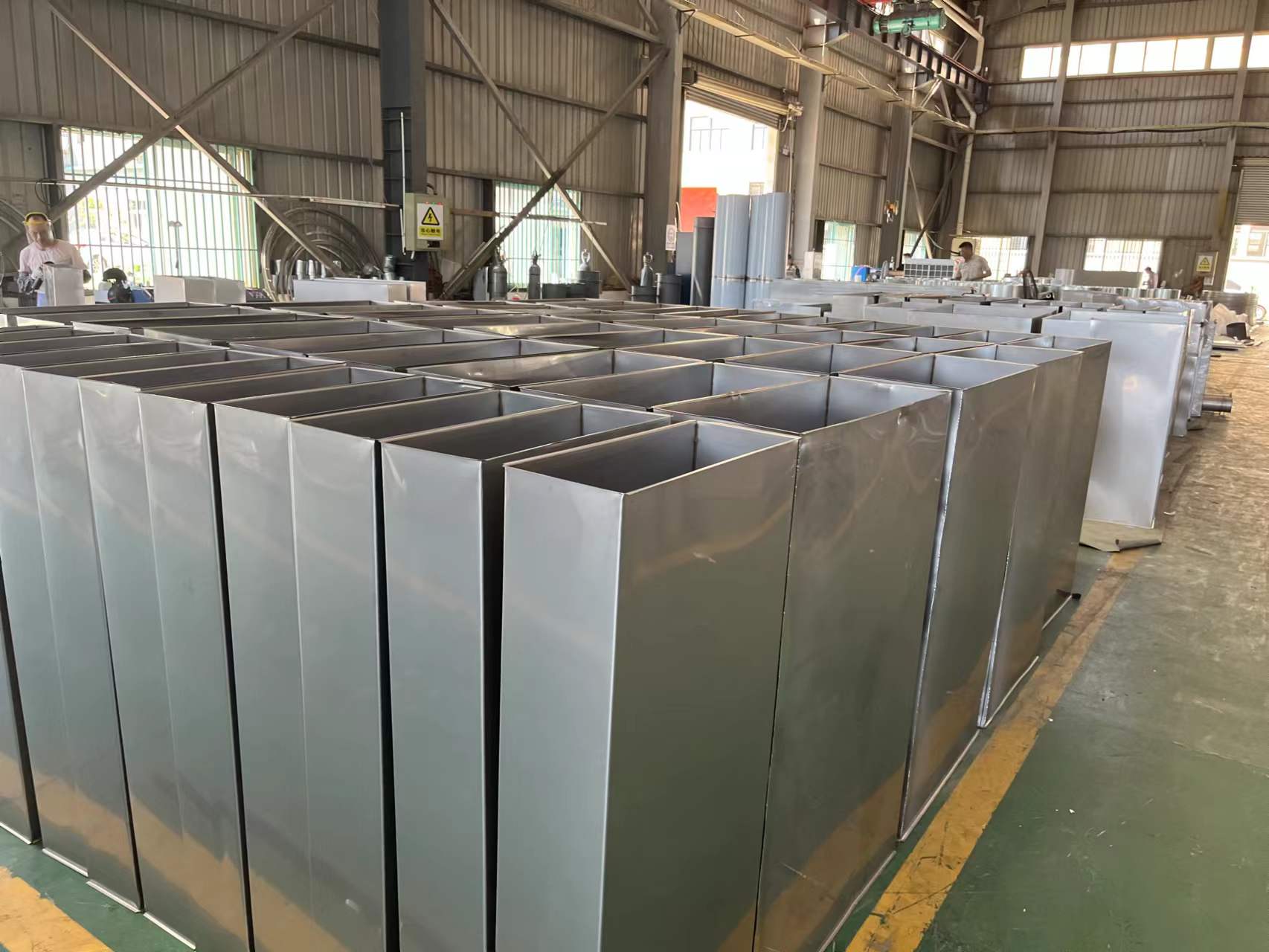
判斷隨州鍍鋅風(fēng)管鍍鋅層是否完好,需結(jié)合外觀觀察、物理檢測(cè)、化學(xué)試驗(yàn)及儀器測(cè)量等方法,重點(diǎn)關(guān)注隨州鍍鋅螺旋風(fēng)管鋅層的連續(xù)性、均勻性、附著力及完整性。隨州排煙管道廠家介紹以下是具體判斷方法及操作要點(diǎn):
一、外觀直觀檢查(基礎(chǔ)方法)
通過(guò)肉眼觀察和簡(jiǎn)單操作,初步判斷鋅層是否存在明顯缺陷,適用于日常巡檢或初步篩查。
表面狀態(tài)檢查
完整性:觀察風(fēng)管表面是否有破損、劃痕、露底(露出鋼板基材)等現(xiàn)象。若存在尖銳物體劃傷、撞擊導(dǎo)致的鋅層脫落,或局部區(qū)域因加工(如咬口、折彎、焊接)導(dǎo)致鋅層破損,會(huì)直接暴露基材,需標(biāo)記為鋅層不完好。
均勻性:優(yōu)良鍍鋅層應(yīng)呈均勻的銀灰色或藍(lán)白色(鈍化處理后可能帶彩色),無(wú)明顯色差、斑駁或局部無(wú)鋅層的“露白”區(qū)域。若出現(xiàn)局部發(fā)黑、發(fā)黃(氧化銹蝕前兆)或顏色深淺差異過(guò)大,可能是鋅層厚度不均或局部腐蝕。
附著狀態(tài):檢查是否有鼓泡、起皮、剝落現(xiàn)象。鋅層與鋼板基材應(yīng)緊密結(jié)合,若因鋅層附著力不足(如加工時(shí)高溫導(dǎo)致鋅層氧化脫離),會(huì)出現(xiàn)隆起的氣泡或邊緣翹起,此類情況屬于鋅層失效。
銹蝕痕跡:若表面出現(xiàn)點(diǎn)狀銹斑、白銹(鋅層氧化產(chǎn)物,呈白色粉末或斑點(diǎn)),需區(qū)分是鋅層自然氧化還是基材銹蝕:白銹通常為鋅層氧化,可用干布擦拭,若擦拭后露出完整鋅層則仍有效;若出現(xiàn)紅褐色銹跡(氧化鐵),說(shuō)明基材已暴露并銹蝕,鋅層完全破損。
接縫與加工部位重點(diǎn)檢查
風(fēng)管的咬口、法蘭連接、焊接點(diǎn)、折彎處等是鋅層易受損的區(qū)域:
咬口或折彎處若因機(jī)械應(yīng)力導(dǎo)致鋅層開(kāi)裂,可能出現(xiàn)細(xì)微縫隙,需用強(qiáng)光照射檢查;
焊接部位若未做二次鍍鋅處理,可能直接暴露基材,觀察是否有焊渣殘留或銹蝕痕跡。
二、物理檢測(cè)方法(簡(jiǎn)單工具輔助)
擦拭試驗(yàn)
用干燥潔凈的軟布或?yàn)V紙輕擦風(fēng)管表面,若布上殘留黑色粉末(鋅層磨損)或紅褐色粉末(基材銹蝕),說(shuō)明鋅層存在磨損或破損;若殘留少量灰塵,無(wú)金屬粉末,則鋅層基本完好。
硬度與劃痕測(cè)試
用硬度較低的金屬工具(如銅鑰匙)輕劃表面(選擇非顯眼區(qū)域),觀察劃痕:
若劃痕處呈銀灰色(鋅層顏色),且無(wú)基材露出,說(shuō)明鋅層完整;
若劃痕處立即呈現(xiàn)暗灰色或紅褐色(鋼板基材),或短時(shí)間內(nèi)(幾小時(shí))出現(xiàn)銹蝕,說(shuō)明鋅層已破損至基材暴露。
 三、化學(xué)試驗(yàn)方法(專門(mén)驗(yàn)證,適用于關(guān)鍵場(chǎng)景)
三、化學(xué)試驗(yàn)方法(專門(mén)驗(yàn)證,適用于關(guān)鍵場(chǎng)景)
硫酸銅試驗(yàn)(檢測(cè)鋅層附著力與完整性)
依據(jù)標(biāo)準(zhǔn)《GB/T10125人造氣氛腐蝕試驗(yàn)鹽霧試驗(yàn)》及鍍鋅層檢測(cè)規(guī)范,通過(guò)鋅與硫酸銅的置換反應(yīng)判斷鋅層是否有效:
試驗(yàn)步驟:配制5%硫酸銅溶液(不含游離酸),用棉球蘸取溶液涂抹于風(fēng)管表面(需先清潔待測(cè)試區(qū)域,去除油污和氧化層),觀察30秒內(nèi)是否變色。
判斷標(biāo)準(zhǔn):
若表面不變紅(無(wú)銅析出),說(shuō)明鋅層完整,能隔絕基材與溶液接觸;
若30秒內(nèi)出現(xiàn)暗紅色斑點(diǎn)(銅單質(zhì)析出),說(shuō)明鋅層存在破損,基材暴露,鋅層失效。
注意:該試驗(yàn)需在非關(guān)鍵區(qū)域進(jìn)行,避免破壞有效鋅層;多次試驗(yàn)(通常要求≥4次不變紅)可驗(yàn)證鋅層厚度是否達(dá)標(biāo)。
鹽霧試驗(yàn)(模擬惡劣環(huán)境驗(yàn)證,實(shí)驗(yàn)室級(jí))
對(duì)于高要求場(chǎng)景(如核電、化工),可取樣進(jìn)行中性鹽霧試驗(yàn)(NSS):將樣品置于5%氯化鈉溶液霧化環(huán)境中,溫度35℃,持續(xù)測(cè)試后觀察表面銹蝕情況。若24小時(shí)內(nèi)無(wú)白銹、72小時(shí)內(nèi)無(wú)紅銹,說(shuō)明鋅層防護(hù)性能良好。
四、儀器測(cè)量法(量化,適用于驗(yàn)收或質(zhì)量追溯)
鋅層厚度檢測(cè)
使用磁性涂層測(cè)厚儀(適用于鐵基材料)測(cè)量鋅層厚度,依據(jù)行業(yè)標(biāo)準(zhǔn):
通風(fēng)空調(diào)用鍍鋅風(fēng)管鋅層厚度通常要求≥80g/m2(換算為厚度約11.4μm,1g/m2≈0.143μm);
若局部厚度低于標(biāo)準(zhǔn)值(如<60g/m2),或同一表面厚度差異>30%,說(shuō)明鋅層存在局部缺陷或不均勻,可能影響防護(hù)效果。
附著力測(cè)試
采用劃格法(GB/T9286):用劃格刀在表面劃十字網(wǎng)格(深度至基材),貼上3M膠帶后撕離,觀察網(wǎng)格內(nèi)鋅層是否脫落。若脫落面積>5%,說(shuō)明鋅層附著力不足,存在失效風(fēng)險(xiǎn)。
五、環(huán)境適配性驗(yàn)證
結(jié)合使用環(huán)境判斷鋅層是否“功能性完好”:
干燥潔凈環(huán)境(如寫(xiě)字樓空調(diào)):若外觀無(wú)銹蝕、無(wú)露底,即使有輕微劃痕(未露基材),鋅層仍可通過(guò)自我犧牲腐蝕(鋅優(yōu)先氧化)保護(hù)基材,視為基本完好;
潮濕/腐蝕性環(huán)境(如沿海、食品車間、化工區(qū)):需嚴(yán)格檢查是否有白銹堆積(鋅層過(guò)度氧化)或紅銹(基材銹蝕),即使細(xì)微破損也可能加速腐蝕,需判定為鋅層不完好。
總結(jié)判斷流程
先通過(guò)外觀檢查排除明顯破損、銹蝕、起皮等問(wèn)題;
對(duì)可疑區(qū)域用擦拭或劃痕試驗(yàn)初步驗(yàn)證是否露底;
關(guān)鍵場(chǎng)景(如驗(yàn)收、維修)用硫酸銅試驗(yàn)或測(cè)厚儀量化驗(yàn)證;
結(jié)合使用環(huán)境評(píng)估鋅層的實(shí)際防護(hù)效能。
若發(fā)現(xiàn)鋅層破損,需及時(shí)用冷鍍鋅漆(鋅粉含量≥96%)修補(bǔ),覆蓋范圍超出損傷邊緣5cm以上,避免基材進(jìn)一步銹蝕。
一、外觀直觀檢查(基礎(chǔ)方法)
通過(guò)肉眼觀察和簡(jiǎn)單操作,初步判斷鋅層是否存在明顯缺陷,適用于日常巡檢或初步篩查。
表面狀態(tài)檢查
完整性:觀察風(fēng)管表面是否有破損、劃痕、露底(露出鋼板基材)等現(xiàn)象。若存在尖銳物體劃傷、撞擊導(dǎo)致的鋅層脫落,或局部區(qū)域因加工(如咬口、折彎、焊接)導(dǎo)致鋅層破損,會(huì)直接暴露基材,需標(biāo)記為鋅層不完好。
均勻性:優(yōu)良鍍鋅層應(yīng)呈均勻的銀灰色或藍(lán)白色(鈍化處理后可能帶彩色),無(wú)明顯色差、斑駁或局部無(wú)鋅層的“露白”區(qū)域。若出現(xiàn)局部發(fā)黑、發(fā)黃(氧化銹蝕前兆)或顏色深淺差異過(guò)大,可能是鋅層厚度不均或局部腐蝕。
附著狀態(tài):檢查是否有鼓泡、起皮、剝落現(xiàn)象。鋅層與鋼板基材應(yīng)緊密結(jié)合,若因鋅層附著力不足(如加工時(shí)高溫導(dǎo)致鋅層氧化脫離),會(huì)出現(xiàn)隆起的氣泡或邊緣翹起,此類情況屬于鋅層失效。
銹蝕痕跡:若表面出現(xiàn)點(diǎn)狀銹斑、白銹(鋅層氧化產(chǎn)物,呈白色粉末或斑點(diǎn)),需區(qū)分是鋅層自然氧化還是基材銹蝕:白銹通常為鋅層氧化,可用干布擦拭,若擦拭后露出完整鋅層則仍有效;若出現(xiàn)紅褐色銹跡(氧化鐵),說(shuō)明基材已暴露并銹蝕,鋅層完全破損。
接縫與加工部位重點(diǎn)檢查
風(fēng)管的咬口、法蘭連接、焊接點(diǎn)、折彎處等是鋅層易受損的區(qū)域:
咬口或折彎處若因機(jī)械應(yīng)力導(dǎo)致鋅層開(kāi)裂,可能出現(xiàn)細(xì)微縫隙,需用強(qiáng)光照射檢查;
焊接部位若未做二次鍍鋅處理,可能直接暴露基材,觀察是否有焊渣殘留或銹蝕痕跡。
二、物理檢測(cè)方法(簡(jiǎn)單工具輔助)
擦拭試驗(yàn)
用干燥潔凈的軟布或?yàn)V紙輕擦風(fēng)管表面,若布上殘留黑色粉末(鋅層磨損)或紅褐色粉末(基材銹蝕),說(shuō)明鋅層存在磨損或破損;若殘留少量灰塵,無(wú)金屬粉末,則鋅層基本完好。
硬度與劃痕測(cè)試
用硬度較低的金屬工具(如銅鑰匙)輕劃表面(選擇非顯眼區(qū)域),觀察劃痕:
若劃痕處呈銀灰色(鋅層顏色),且無(wú)基材露出,說(shuō)明鋅層完整;
若劃痕處立即呈現(xiàn)暗灰色或紅褐色(鋼板基材),或短時(shí)間內(nèi)(幾小時(shí))出現(xiàn)銹蝕,說(shuō)明鋅層已破損至基材暴露。
硫酸銅試驗(yàn)(檢測(cè)鋅層附著力與完整性)
依據(jù)標(biāo)準(zhǔn)《GB/T10125人造氣氛腐蝕試驗(yàn)鹽霧試驗(yàn)》及鍍鋅層檢測(cè)規(guī)范,通過(guò)鋅與硫酸銅的置換反應(yīng)判斷鋅層是否有效:
試驗(yàn)步驟:配制5%硫酸銅溶液(不含游離酸),用棉球蘸取溶液涂抹于風(fēng)管表面(需先清潔待測(cè)試區(qū)域,去除油污和氧化層),觀察30秒內(nèi)是否變色。
判斷標(biāo)準(zhǔn):
若表面不變紅(無(wú)銅析出),說(shuō)明鋅層完整,能隔絕基材與溶液接觸;
若30秒內(nèi)出現(xiàn)暗紅色斑點(diǎn)(銅單質(zhì)析出),說(shuō)明鋅層存在破損,基材暴露,鋅層失效。
注意:該試驗(yàn)需在非關(guān)鍵區(qū)域進(jìn)行,避免破壞有效鋅層;多次試驗(yàn)(通常要求≥4次不變紅)可驗(yàn)證鋅層厚度是否達(dá)標(biāo)。
鹽霧試驗(yàn)(模擬惡劣環(huán)境驗(yàn)證,實(shí)驗(yàn)室級(jí))
對(duì)于高要求場(chǎng)景(如核電、化工),可取樣進(jìn)行中性鹽霧試驗(yàn)(NSS):將樣品置于5%氯化鈉溶液霧化環(huán)境中,溫度35℃,持續(xù)測(cè)試后觀察表面銹蝕情況。若24小時(shí)內(nèi)無(wú)白銹、72小時(shí)內(nèi)無(wú)紅銹,說(shuō)明鋅層防護(hù)性能良好。
四、儀器測(cè)量法(量化,適用于驗(yàn)收或質(zhì)量追溯)
鋅層厚度檢測(cè)
使用磁性涂層測(cè)厚儀(適用于鐵基材料)測(cè)量鋅層厚度,依據(jù)行業(yè)標(biāo)準(zhǔn):
通風(fēng)空調(diào)用鍍鋅風(fēng)管鋅層厚度通常要求≥80g/m2(換算為厚度約11.4μm,1g/m2≈0.143μm);
若局部厚度低于標(biāo)準(zhǔn)值(如<60g/m2),或同一表面厚度差異>30%,說(shuō)明鋅層存在局部缺陷或不均勻,可能影響防護(hù)效果。
附著力測(cè)試
采用劃格法(GB/T9286):用劃格刀在表面劃十字網(wǎng)格(深度至基材),貼上3M膠帶后撕離,觀察網(wǎng)格內(nèi)鋅層是否脫落。若脫落面積>5%,說(shuō)明鋅層附著力不足,存在失效風(fēng)險(xiǎn)。
五、環(huán)境適配性驗(yàn)證
結(jié)合使用環(huán)境判斷鋅層是否“功能性完好”:
干燥潔凈環(huán)境(如寫(xiě)字樓空調(diào)):若外觀無(wú)銹蝕、無(wú)露底,即使有輕微劃痕(未露基材),鋅層仍可通過(guò)自我犧牲腐蝕(鋅優(yōu)先氧化)保護(hù)基材,視為基本完好;
潮濕/腐蝕性環(huán)境(如沿海、食品車間、化工區(qū)):需嚴(yán)格檢查是否有白銹堆積(鋅層過(guò)度氧化)或紅銹(基材銹蝕),即使細(xì)微破損也可能加速腐蝕,需判定為鋅層不完好。
總結(jié)判斷流程
先通過(guò)外觀檢查排除明顯破損、銹蝕、起皮等問(wèn)題;
對(duì)可疑區(qū)域用擦拭或劃痕試驗(yàn)初步驗(yàn)證是否露底;
關(guān)鍵場(chǎng)景(如驗(yàn)收、維修)用硫酸銅試驗(yàn)或測(cè)厚儀量化驗(yàn)證;
結(jié)合使用環(huán)境評(píng)估鋅層的實(shí)際防護(hù)效能。
若發(fā)現(xiàn)鋅層破損,需及時(shí)用冷鍍鋅漆(鋅粉含量≥96%)修補(bǔ),覆蓋范圍超出損傷邊緣5cm以上,避免基材進(jìn)一步銹蝕。
相關(guān)產(chǎn)品



相關(guān)文章
- 襄陽(yáng)通風(fēng)管道工程施工如何應(yīng)對(duì)復(fù)雜環(huán)境2025年09月09日
- 十堰通風(fēng)管道加工是否需要定期維護(hù)2025年09月09日
- 十堰鍍鋅風(fēng)管在通風(fēng)系統(tǒng)中的優(yōu)勢(shì)有哪些2025年09月16日
- 隨州風(fēng)管加工完成后如何進(jìn)行檢查2025年09月16日
- 十堰鍍鋅風(fēng)管在低壓系統(tǒng)中的安裝方式有哪些注意事項(xiàng)2025年09月23日